![]()
![]()
![]()

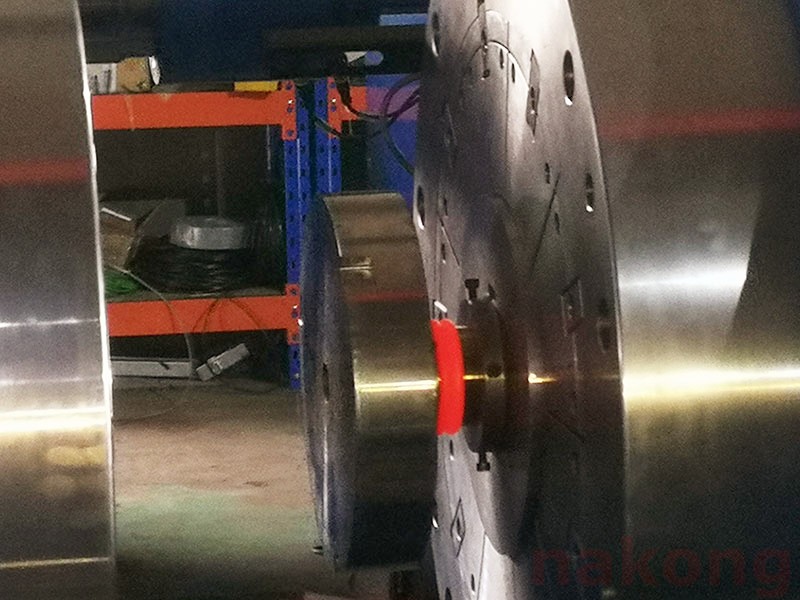



本設備主要用(yòng)于發動機盤軸類零件的焊接,能(néng)夠實現高溫合金、異種金屬構件等回轉體(tǐ)類零部件的慣性摩擦焊接,通過飛輪及主軸儲能(néng)(慣量與轉速在焊機參數範圍内任意設定),待焊工(gōng)件之間摩擦,産(chǎn)生熱量,同時在頂鍛力的作(zuò)用(yòng)下工(gōng)件發生塑性變形與流動,進而實現工(gōng)件間連接。
具(jù)體(tǐ)過程為(wèi):設備主軸一端為(wèi)旋轉端,另一端為(wèi)固定端。旋轉端在驅動下與飛輪及夾持工(gōng)件一起旋轉,當飛輪或主軸轉動達到預設值時,切斷主軸外部動力,設備固定端移動加壓使兩個待焊工(gōng)件接觸,摩擦扭矩快速增加,工(gōng)件接觸界面處的淨摩擦促使旋轉速度和貯存能(néng)迅速降低,同時軸向發生縮短,出現飛邊,達到最大縮短量,焊接停止,頂鍛力持續至工(gōng)件冷卻,至此整個焊接過程結束。焊接過程中(zhōng),焊接壓力、轉動慣量和主軸轉速在設備參數範圍内可(kě)任意設定。
摩擦焊接工(gōng)藝過程:
工(gōng)件裝(zhuāng)入旋轉卡盤并夾緊 → 工(gōng)件裝(zhuāng)入固定卡盤并夾緊 → 滑台前進到設定位置→ 預頂鍛測量出焊接零位 → 滑台後退到預定位置 → 主軸旋轉旋轉至設定焊接轉速 → 施加設定的軸向頂鍛力焊接 → 主軸轉速為(wèi)零時在設定時間和設定的保壓壓力下保壓 → 保壓結束→ 旋轉端卡盤松開 → 滑台退回基位 → 固定端卡盤松開 → 焊接完成。
焊接材料:鋼-鋁、鋼-鋼、鋁-鋁、高溫合金等材料;



Copyright &2019上海耀焊科(kē)技(jì )有(yǒu)限公(gōng)司 所權所有(yǒu) All rights reserved; 滬ICP備20023050号-1









 當前位置:
當前位置: